Fabric-Reinforced Controlled Motion Robot - FRCMR
Soft robots are robots comprised entirely or partially out of soft materials. Their soft nature provides these robots with unique qualities such as the ability to yield when pressed against a hard surface as well as protections against blunt trauma. Soft robots are not only more gentle, but also can bend and contort to a degree that rigid robots simply can not.
My ultimate goal is to have a robot that can be used in real world situations and environments. In order to be successful, the robot will need to be capable of forward locomotion and be agile enough to avoid or circumvent obstacles in its path. Additionally, the robot should be durable enough to withstand environmental hazards such as sticks, brush, and sharp objects with minimal impact. Such a robot could be potentially used in search and rescue missions or in the study of delicate ecosystems with limited physical damage to the environment. For the purposes of this competition my goal is to fabricate a robot that effectively displays directional movement as well as basic obstacle avoidance capabilities.
In the Background section I go over different types of soft robots and how they exhibit forward motion.
In the Design section I review the final version of the robot and the various design decisions, concepts, and prototypes that went into development of the FRMCR. I also discuss future improvements as well as possible applications for the concepts introduced. The Fabrication section provides complete assembly instructions as well as the BOM, the required .STL file, and coding information. The final prototype will be showcased in the Testing section.
Background
For two years I have followed soft robotics research including reading online papers, keeping up to date with The Soft Robotics Toolkit, and browsing YouTube channels. Most of my observations and inferences came from analyzing the information therein.
While soft robotic grabbers are renowned for their versatility and delicacy and have many potential uses in industry, soft robotic movers currently appear to be too slow and limited for practical use outside of the lab.
The most common methods of soft robot locomotion can be generally divided into three motions: walking, crawling, and rolling. Walking soft robots usually quadrupedal and move by rhythmically inflating and deflating each leg. While the specific capability depends on the individual robot, this entire group has some common weaknesses. The first is a small stride. Quadrupeds generally move forward a very small percentage of their overall length per step. In addition, all four legs have to take a step in order for the robot to move forward. This means that the robots need roughly 8 movements (4 if adjacent legs are moved simultaneously) for the entire robot to move. Larger robots should be able to move faster by taking larger steps; however, there are drawbacks. Walking robots have to carry their own weight; they are therefore vulnerable to the square-cube law. When a walker is scaled by a factor of x, its volume increases by a factor of 3, whereas the cross section of the legs supporting the robot will only increase by a factor of 2. This means that a walker that is simply scaled up will have increased difficulty supporting its own weight. Designers can support these robots by using stiffer materials. This introduces the conundrum that in order to enlarge the soft robot to increase walking speed, the robot must become less soft.
The second form of locomotion is crawling. I generalize “crawling” to be any locomotive task where an inactive section of the robot is dragged or pushed forward by an active section that generates motion. This form of locomotion is much more simple and efficient than walking. Often robots only need two to four movements per step and can drag themselves forward up to 25% - 50% of the robot’s length per step. Additionally, crawling robots tend to be easier to scale because in most cases the length of the robot determines the stride. Crawlers generally do not have to carry their own weight, leaving them less affected by the square-cube law. In my observations, the largest weakness of the crawling robots is that both ends are dragged on the ground as the robot moves. Since neither end leaves the ground, the robots most likely have difficulty crawling over obstacles in their path.
Both the walking and crawling robots that I have seen either have not displayed the ability to turn or displayed considerable difficulties turning.
My goal is to create a soft robot that uses the best features of a crawler while developing a mechanism that allows it to climb over obstacles.
Sources:
http://spectrum.ieee.org/automaton/robotics/military-robots/freaky-boneless-robot-walks-on-soft-legs
Design
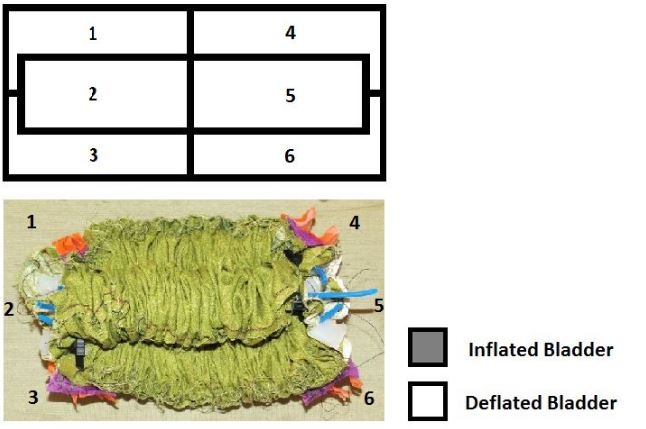
The Fabric-Reinforced Controlled Motion Robot (FRCMR) is a soft robot that mimics the basic locomotive methods of both an earthworm and an inchworm. It is comprised of three silicone bladders arranged in a triangle. Each bladder is divided into two sections allowing the front and back of the robot to operate independently. The bladders are confined within a fabric sleeve. This sleeve not only limits radial expansion of the bladders but also acts as soft armor, protecting the robot from environmental hazards that could cut or puncture the bladders. The sleeve is secured to the bladders using tie wraps on either end.


The robot has feet located at either end of the sleeve. Each foot is a fabric patch that features multiple rows of bristles. Each bristle has bare fabric on the forward facing side and a rubber coating on the rear facing side. Using directional friction, the robot exhibits forward locomotion through linear expansion and contraction. The foot patches can be removed or replaced as required.
Through different inflation patterns, several modes of locomotion can be achieved.
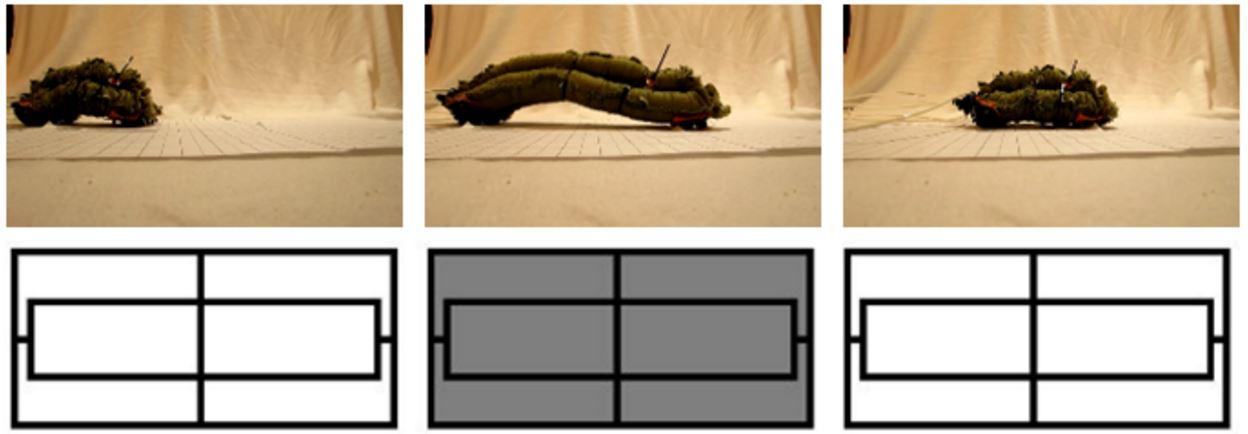
Crawling Motion
The simplest mode of locomotion occurs when all three bladders extend and retract simultaneously. This produces a highly stable flat earthworm like crawling motion.
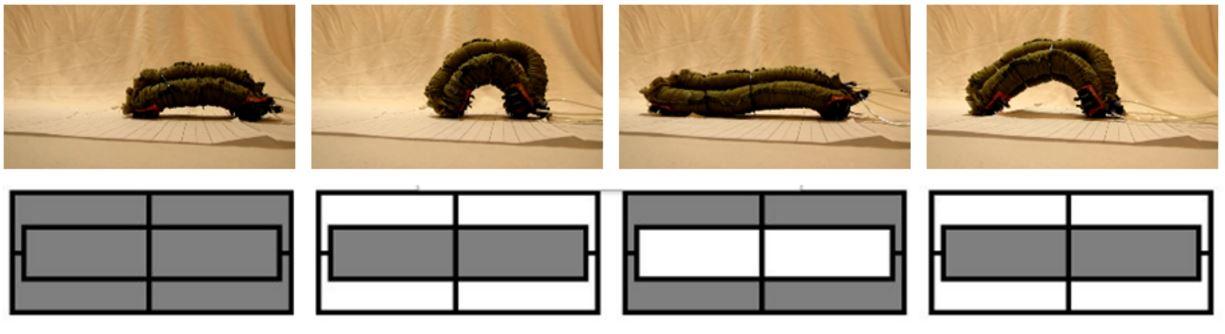
Inchworm Motion
While performing the inchworm motion the robot bends in an upside down U and then straightens. This is more air-efficient because the bladders only partially deflate. It is also the least stable mode of transport.
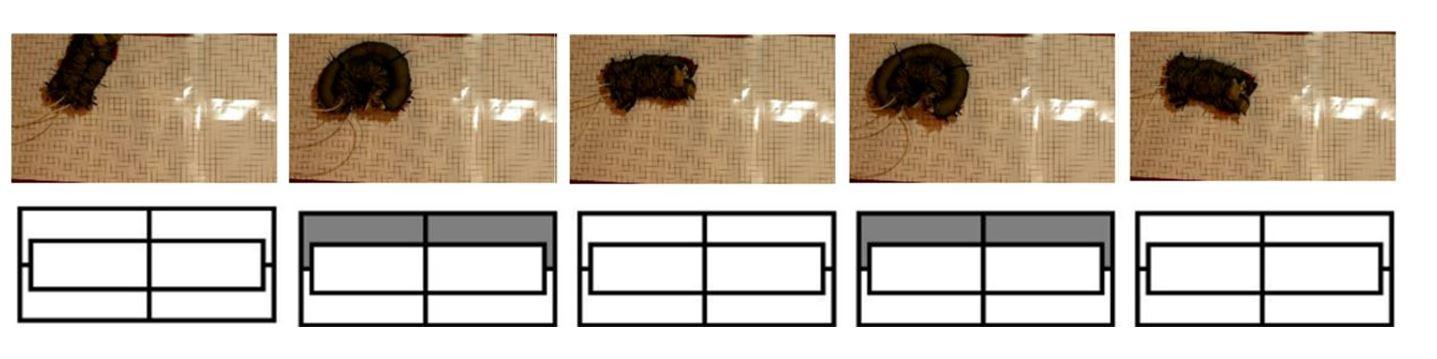
Turning Motion
The turning motion occurs when the bladders on one side of the sleeve inflate, allowing the robot to pitch in the opposite direction.
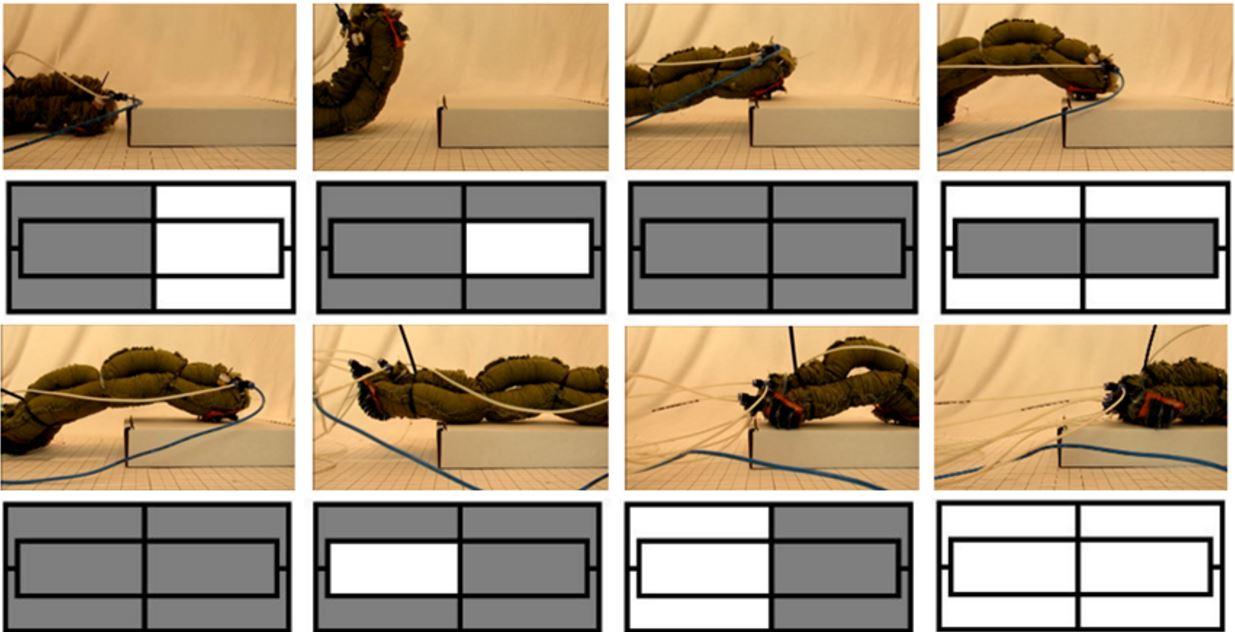
Climbing Motion
During the climbing motion, the front of the robot bends upwards, extends and then bends back down on top of the obstacle .
Controls
The robot is controlled via a fluidic control board detailed on the Soft Robotics Toolkit using a closed feedback loop that reads the pressure of each bladder.
Fabric-Reinforced Actuator

Initially, the body of the robot was made of an extending fiber-reinforced actuator. The robot was able to achieve reliable forward motion. However, when the robot extended, bubbles of rubber appeared in the gaps between wrappings. The example pictured was due to inconsistent winding; however, it highlights a weakness in the design of extending fiber-reinforced actuators. These actuators have a finite number of wrappings; as the actuator extends, the gap between wrappings increases. Eventually the internal air pressure forces sections of the bladder between the gaps in the wrappings. This problem can be mitigated by wrapping the bladder evenly and having a uniform wall thickness. However, the tolerances required are too small to be kept reliably.

The first prototype to address this problem surrounded the bladder with fabric before wrapping it. The intent was that bubbles that normally would form between wrappings would be suppressed by the fabric. This was moderately successful. The bubbles were partially suppressed by the fabric. However, the actuator was extremely difficult to make because the sleeve would unravel as the actuator was being wrapped.

In the next iteration, the fabric was stapled together so that it formed a sleeve. As this new actuator was being wrapped, it was realized that the sleeve made the wrapping obsolete and the wrapping was removed. The sleeve worked well, the bladder inflated evenly with no bubbles or obvious weak points.

The next iteration used the same fabric sleeve; however, it was sewn together rather than stapled. This made the sleeve stronger and reduced the risk of puncture. This actuator defied all expectations. Since the sleeve reinforced the bladder continuously, no bubbles formed at all. It was decided to call the new actuator a fabric-reinforced actuator.
Fabric-reinforced actuators have many advantages over fiber-reinforced actuators.
Stronger: By reinforcing the bladder with a sleeve, the robot becomes significantly more durable. With no wrappings, the bladder walls can be thinner. Due to the physical constraints, the bladder is not capable of bubbling through the sleeve.

During prototyping, a 5“ long actuator with 1/16 inch thick walls was able to extend to 13 inches. At this length the actuator could still bend 180 degrees and suffer multiple impacts with the head of a hammer without taking any observable damage. A traditional fiber-reinforced actuator produced multiple bubbles and popped in similar circumstances.
Protection:

Soft robots by nature are resistant to blunt trauma. However, they are extremely vulnerable to cuts and punctures, especially when inflated. The fabric sleeve can act as a soft suit of armor that protects the robot from environmental hazards. The sleeve pictured is a made from Kevlar, and is used for arm protection. When used for an extending actuator, the sleeve was able to protect the bladder from repeated cuts with a meat knife. Even fabrics like cotton effectively protect the robot from cuts.
Variability:

Many soft robots undergo some form of mechanical programming. Examples include the addition of an inextensible layer or varying of the wrapping angle. One drawback of these methods is that they are internal. Once done, it is nearly impossible to undo. For example, if an actuator is internally programmed to curl via the addition of an inextensible layer, it cannot be reprogrammed to extend. By externally modifying the sleeve, the fabric sleeve can be used to program actuators externally. A robot designed to curl can be reprogrammed to extend by simply changing sleeves. Most sleeves can be programmed in a fraction of the time it would take to make a new actuator. Sleeves are also reusable and can be kept on hand for prototyping or new designs. This has the potential to make prototyping new robots significantly faster, easier and more economical. Additionally, fabric-reinforced actuators are not limited to single worm forms. Future robots can take any shape.
Feet
The feet enable the robot to turn reciprocating motion into forward motion.
Successful feet have two qualities:
- They must allow the robot to move forward.
- They cannot inhibit the soft nature of the robot.
Foot Prototypes
All of the foot prototypes were designed to work the same way. They have two contact surfaces, a high friction rubber coated surface and a low friction rubberless surface. The feet achieve directional friction by pivoting between these two surfaces. When the foot moves forward, the low friction surface slides across the ground uninhibited. As the robot moves the foot backward, the high friction surface makes contact with the ground and inhibits movement, the rest of the robot is then moved forward.

The proof of concept prototype was a cardboard sled. In this prototype, each end of the robot was outfitted with a cardboard sled. The high friction surface was the rubber pads (seen in the image on the right) and the low friction surface was the sloped cardboard. When the sled was dragged forward, the entire sled pivoted forward so that only the bare cardboard touched the ground. When pushed back the sled pivoted and the rubber pads made contact with the floor. This prototype allowed the robot to move forward reliably and confirmed viability of this concept. However, the sleds were bulky and too cumbersome to be used.

The second foot prototype was designed to be a smaller less obstructive version of the cardboard sled. Like the cardboard sled, it was designed to switch between a rubber coated high friction surface and a low friction surface. These sleds were 3D printed and designed to go underneath the robot. The sleds were connected to the body of the robot with a piece of fabric that was glued to the body of the worm. This prototype failed because the feet did not pivot reliably. Some feet remained bent in the low friction position despite not being in contact with the ground (see 2nd foot from the left). It was also noticed that the rigid feet could not conform to the body of the inflated robot. Furthermore, it was thought that the stiff extrusions on the bottom of the robot would inhibit motion if the robot was to crawl over debris.

The next foot prototype was built out of the same type of fabric used to make the sleeve. It was a skirt that had a coating of rubber on the underside. Bristles were cut into the skirt to allow individual sections to pivot. The foot was ineffective because the rubber bled through the fabric and resulted in little differentiation between the high and low friction surfaces. However, this design confirmed that it was possible to create a foot that conformed to the shape of the robot.

The next iteration was made with two pieces of fabric glued together using hemming tape. The tape formed a barrier that the rubber could not permeate. While this kept the frictional differentials intact, it also made the fabric too stiff to pivot between the high and low friction surfaces. To solve this issue, the fabric was bent away from the robot and the bristles were shortened to allow for easier pivoting. This decreased the angular displacement needed to pivot between states and lifted the robot up so that all of the weight was on the feet. The robot moved forward reliably and the foot pads were soft enough to conform to the shape of the inflated robot. This prototype was successful.
Foot Placement

The feet were initially evenly spaced along the robot. The intention was that a larger number of feet would equate to more traction. It was thought that all of the feet would contribute to the forward movement. However, during testing, all of the movement was focused around two individual feet, one in the front and one in the back.

The next iteration used less feet and placed them on the front and back thirds of the robot. Again, the resulting movement was centered around two feet.

To save time, a sled was developed to test a new foot placement on the existing sleeve. The feet were sewn to a piece of fabric that was then wrapped around a block of rubber and butterfly clipped to the ends of the sleeve. This prototype was successful, a large amount of expansion was converted to forward motion. Unfortunately, the sled was too heavy to be viable.

Next, the same foot placement was used; however, the feet were sewn directly onto the sleeve. This was very successful.
Throughout testing, it appeared that one primary foot on each side of the robot did most of the work. It was decided that 2-3 rows of bristles per foot allowed for reliable forward movement.

Up until this point the feet were sewn directly onto the sleeve. However, this meant that the feet had to be sewn onto the fabric before the sleeve was made. To simplify the manufacturing process going forward, the feet were pre-assembled on fabric patches that could be attached via hemming tape or hot glue after the sleeve was completed.
The ability to attach patches post production increases the potential applications for fabric-reinforced actuators exponentially. In this project the patches were only used to attach the feet; however, in future development, patches can be used to connect small instruments such as sensors, thermometers, and cameras to the exterior of the robot. Therefore, on-site modifications can be made once needs are identified, allowing for individually tailored solutions to unique problems.
The design is not perfect, dirt and dust stick to the rubber side and decrease its surface friction. Dirty feet were still able to move the robot forward; however, the movement was noticeablely less efficient compared to a clean foot. Additionally the feet were designed to move over smooth ground. This currently limits the environments that the robot would be effective in. Building versatile feet was reserved for a future enhancement.
Sleeve
The sleeve gives the robot structure and is created by sewing a tube out of an inextensible cotton fabric. It is connected to the front and back ends of the bladders with zip ties. When the bladders are not inflated, the sleeve is compressed longitudinally (similar to pushing up the sleeve of a long sleeve shirt). As the bladder inflates, it expands, filling the sleeve. In this project all of the sleeves are designed for extension.
In most soft robots, a single puncture in one of the bladders indicates the entire robot would need to be replaced. However, in the fabric-reinforced actuator, a punctured bladder can be easily removed and replaced in a few minutes with no special equipment required. This makes the robot not only completely soft but also repairable in the field.

The first sleeve prototype was a single cavity sleeve. It was made from a single piece of fabric that was curled into a tube. This meant that the sleeve needed to be sewn by hand because a sewing machine would have sewn through both sides of the tube. Functionally, this sleeve had a tendency to roll sideways when inflated and had no turning capabilities. However, it did work well enough to test the fabric-reinforced actuator concept. Once the concept was proven viable, it was used to test the various foot prototypes.

The second sleeve prototype was designed with two side by side bladder compartments separated by one half inch of fabric. It was made from two pieces of fabric that were sewn together using a sewing machine. This method made it easier to produce multi bladder sleeves. Additional compartments could be made by sewing more lines into the fabric. Functionally, the wider sleeve was more stable than the first prototype. Additionally, the arrangement of the two bladders made it possible to turn left or right by inflating one side of the sleeve at a time. However, it was unable to bend up (a movement necessary for climbing). This sleeve was used to test and determine foot placement.

The final sleeve prototype added a third bladder compartment sewn on to the top of the previous prototype design. This gave the robot the ability to bend up and down in addition to left and right. The top compartment is only attached to the rest of the robot at both ends and roughly an inch in the middle of the sleeve. This allowed the robot to bend upwards at a corner rather than a curve and made it easier to climb over objects. This sleeve was used in the final design.
The folds in the compressed sleeve highlight a potential design weakness. These ripples are more likely to get caught on objects than the smooth rubber wall. Different sleeve materials can be chosen to minimize snagging.
Bladders
| The robot is actuated by inflating silicone bladders. All of the bladders are hollow rectangles made of Ecoflex 00-30. Rectangular bladders were chosen because they were the simplest to produce. Early bladders were made using the cardboard mold process from the Soft Robotics Toolkit. Later bladder molds were fabricated on a 3D printer. After the hollow cavity cured, the mold was placed in a shallow pool of rubber to complete the bladder. |
 |
The first bladder prototype was a simple hollow rectangle made using a cardboard mold. The walls of the bladders were about ¼ of an inch thick. These were used in the early development of the fabric-reinforced actuator. The eventual goal is for this type of robot is to be untethered. This required that both the compressor and the power source would need to fit on the robot. Bladders with thin walls require less air pressure to fully inflate. Using thin walls would mean that smaller, less powerful compressors and battery sources would be needed to run the robot. |
 |
The remaining bladder mold prototypes were fabricated on a 3D printer. Three wall thickness were tested: ⅛ inch, 3/32 inch, and 1/16 inch. All three thickness were able to inflate the sleeve without sustaining damage. However, since this prototype was tethered, they all exhausted at different rates. The 3/32 inch wall was chosen because it was a balance between thin walls and a workable exhaust rate. |
The bladders are tied to the sleeve with a zip tie. However, this turned out to be a design flaw. When the bladder inflated, the edges of the zip tie would cut into the bladder and eventually pop it. The solution was to increase the wall thickness on the each end of the bladder so that the zip tie was farther away from the inflated section of the bladder. Notches were added to the design to for zip tie placement.
|
The bladders prototyped are not designed specifically to expand linearly. They expand in all directions and the sleeve limits the radial expansion. While this is effective and acceptable, it is not efficient. If the bladder walls folded like an accordion, the bladder would already have a bias towards linear expansion and less energy would be wasted expanding radially. This is a consideration for the future versions. |

Motion
The Fabric-Reinforced Controlled Motion Robot (FRCMR) moves by inflating sections of its body. The diagram shows the inflation patterns used to achieve various modes of locomotion. Each section of the diagram represents a bladder on the robot. Bladders are inflated to 4 PSI.
Crawling Motion
Inchworm Motion
Turning Right
Turning Left
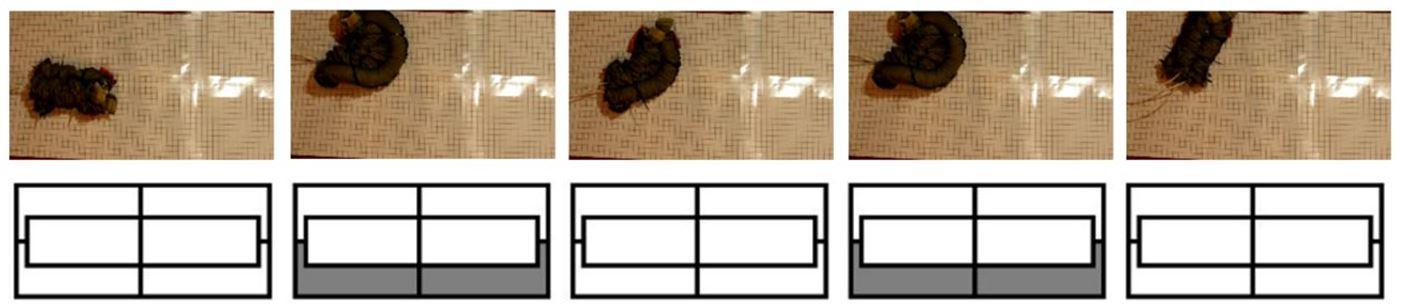
Climbing Motion
Control

Robot Configuration
The final prototype of the robot used 6 bladders. This was a problem because the control board was designed with 4 outputs. Modifying the control board to have more outputs was not economical. To work around this, two outputs were shared between 4 bladders. However, this meant that the robot could not be operated to its fullest capabilities without changing the tube configurations. All of the functions of the robot are split between two configurations.
Configuration 1 connects the two halves of each bottom bladder. This can be done by either connecting the front and back of the robot with a Y fitting or by using the second prototype bladders. As a result, in this configuration the front and back of those bladders cannot be operated independently.
Configuration 2 connects the two front and two back halves of each bladder. This is best done with Y fittings.
 |
 |
A potential upgrade to the control panel is to add outputs to the board. If the board had 6 total outputs, the different configurations would be obsolete, and FRCMR would be able to go from turning to climbing through simple bladder inflation changes.
Robot Controls

| ||||||||
Control setup 1: Pots 3 and 4 turned all the way to the left. Robot must be set in configuration 1.
| ||||||||
Control setup 2: Pot 3 turned all the way to the right.Robot must be set in configuration 1.
| ||||||||
Control setup 3: Pot 4 turned all the way to the right. Robot must be set in configuration 2. Used for manual control.
|
Pressure sensors: The programming for the robot is very simple. The robot uses a bang bang control to regulate pressure in the actuators. If the pressure in the bladder is lower than the desired pressure, the valve is opened. If the pressure in the bladder is larger than the desired pressure, the valve is closed.
The pressure sensor is located next to the manifold. When the valve opens, a wave of high pressure air travels through the tube. Due to the sensors' location, the high pressure wave was detected before it reached the bladder. This resulted in high pressure readings that closed the valve prematurely. To mitigate this, the tee fitting was relocated as close to the robot as possible. This resulted in much more accurate pressure readings.
Control Board Accessories
The fluidic control board has a few enhancements that made it easier to fabricate and operate the Fabric-Reinforced Controlled Motion Robot (FRCMR).
Degassing chamber

An affordable degassing chamber was made out of a used glass jar with lid. The pump used in the fluidic control board is also a vacuum pump.
Air Tanks

FRCMR requires a lot of air. For smooth, continuous movement it was best to store air in external air tanks. Air tanks were made from 2 liter soda bottles. Tubing was inserted into the cap and connected to the pump and manifold by a Y connector.
In addition to passive air tanks, the bottles can be connected directly to the robot acting as two liter squeeze bulbs. Most of the prototypes were tested using this method of inflation.
Fabrication
The Fabric-Reinforced Controlled Motion Robot (FRCMR) is built in three sections and then assembled. A 3D printer is required. Most items are household items or can be purchased at a local hardware store. The Sleeve, Feet, and Bladders are fabricated separately before robot assembly takes place. A Degassing Chamber and Air Tanks are used in fabricating FRCMR.
| frcmrcode.txt | 5 KB | |
| cadfiles.zip | 101 KB | |
| frcmr_bom.xlsx | 12 KB |
Sleeve
Materials:
| Time to Complete: 45-90 minutes |
 | Cut a strip of fabric 36” long and 6.5” wide mark lines 0.25”, 2.75”, 3.75”, and 6.25” inches from one long end. Cut an additional piece of fabric measuring 36” x 7.25” and one piece measuring 40” x 6”.
|
 | Stack the 36’’ x 7.25’’ piece of material beneath the marked piece of fabric. There should be roughly half an inch of extra fabric on the top and bottom. Secure using staples or pins. Sew on the lines. |
 | Mark the center line of the 40” piece of fabric and mark lines 2.5’’ above and below the center line. |
 | Place the piece marked side down on the sleeve in progress. |
 | Sew two lines approximately two inches from each end of the sleeve (one side is pictured). The first line should be about an inch long, the second should be about 6 inches long. Leave about half an inch in between the two lines. |
 | Fold the top layer of fabric over and sew it on the marked line. |
 | Cut about an inch and a half down the center of the bottom layer. |
 | Trim the rough edges, remove the staples and secure the ends of the stitches with a drop of superglue. |
Feet
Materials:
| Time to complete: 60-120 minutes. (Not including 4 hour cure time) |
 | Cut a long strip of fabric (at least 26 inches long) that is at least 4 inches wide. |
 | Run two layers of Heat-n-Bond Hem along the length of the fabric at least 2 inches away from the edge.
|
 | Fold fabric from the end and hem according to the instructions of the tape manufacturer. |
 | Trim the bottom of the hem line. |
 | Cut the strip into four pieces 5.75 inches long. |
 | Mark a line 0.375 inches from cut end of the strip. |
 | Mix about 50 grams of Ecoflex 00-10 according to package directions. |
 | Spread the Ecoflex on the side without the line. Wait 4 hours for the rubber to cure.
|
|
Place the first strip of fabric, rubber side down onto new fabric. Sew two lines, one on the marked line and one 0.25 inch away from the marked line away from the rubber. Then sew the second strip of fabric so that the cut end sits on the drawn line of the fabric strip in front of it. Trim the excess base fabric. |
 | Repeat for second foot. |
 | Apply three layers of Heat-n-Bond Ultra to the underside of the base fabric. |
 | After the sleeve is completed, iron the base fabric patches to the completed sleeve roughly four inches from each end. Make sure the feet on both patches are facing the same direction. Apply heat to the opposite side of the sleeve. |
 | Heat one of the feet under an iron, Using a bamboo skewer, bend back the foot so that it is perpendicular to the sleeve. Hold the foot in place until it cools. When released, the foot should stay bent. Repeat for all the feet on the sleeve. |
 | Cut the feet so that each bristle is about 0.125” thick. |

Bladders
Materials:
| Time To Complete: 45-60 minutes. (not including 8 hours of curing) |
 | Mix 75 grams of Ecoflex 00-30 according to package instructions and degas the rubber. |
 | Carefully pour the rubber into the mold. Wait 4 hours for the rubber to cure. |
 | Remove the rubber from the mold. |
 | Puncture each end of the bladder and insert a short hose, at least 2 inches long. This allows the pressures to equalize when the mold is placed in the rubber. |
 | Make the second mold by tracing the plastic mold with hot glue, leaving about 0.25” on each side. Once cool, retrace over your existing glue to make the walls slightly taller. |
 | After the glue cools, pour a small batch of rubber into the mold. A good depth indicator is the metal nib on a Bic Pen.
Place the molds cavity side down in the rubber. Wait 4 hours for the rubber to cure.
|
 |
Remove the rubber, separate the bladders, trim the edges, and inflate. (Optional) If one side of a bladder inflates before the rest, paint it with more rubber. Allow the rubber to cure and re-inflate. Repeat until the bladder inflates evenly. |
Assembly
Materials:
| Time To Complete: 45-60 minutes. |
 | Insert one bladder into each of the three sections of the sleeve. Insert 4 pens into each sleeve (one for each long face of the bladder). These allow the fabric to easily slide down the bladder. |
Slide the sleeve down the pens. Once the pens go all the way through the sleeve, remove the pens and secure the bladders with zip ties on both ends. Trim the zip ties.
| |
 | Glue the top sleeve to the rest of the robot where the divider between the bladders sits. The center of the robot is determined by the bladders not the sleeve. Wrap each half of the robot with a zip tie. Make sure the robot can crawl and bend upward. Glue the top sleeve to the rest of the robot where the zip ties are and remove the zip ties. |
Accessories
Degassing Chamber
Materials:
| Time To Complete: 20 minutes. |
| Step 1: Drill a hole in the cap of the jar. Step 2: Screw the fitting in the lid. Screw the lid on the jar. Step 3: Connect jar to the vacuum pump, then trace the fitting with hot glue. The vacuum will pull the melted glue though the any gaps, sealing it. |
Air Tank
Materials:
| Time To Complete: 20 minutes. |
 | Step 1: Puncture the lid of the bottle with a nail. Step 2: Thread about 0.75" of tubing through the hole in the cap. Step 3: Surround the tubing inside the cap with hot glue. Step 4: Before the glue cools, screw the cap onto the bottle, block the free end of the tube with your thumb, and squeeze the bottle. The pressure inside the bottle will push the hot glue though the any gaps and seal the bottle. |
Testing
The Fabric Reinforced Controlled Motion Robot (FRCMR) underwent two types of testing, performance and durability.
Performance testing evaluated FRCMR's ability to complete the tasks it was designed to do.
- Speed Testing
- Maneuverability Testing
- Climbing Testing
- Incline Testing
Durability testing evaluated how well the robot maintained its functionality when subjected to adverse conditions.
- Compression Testing
- Cutting Testing
- Puncture Testing
- Over Inflation Testing
Performance Testing
Speed Test
The speed test assessed how quickly the robot moved over flat ground. Each square on the grid beneath the robot had a side length of 0.5 inches. The test also determined how efficiently the robot moved. This was done by determining what percentage of expansion was converted into forward movement.
Step efficiency was calculated using the equation distance traveled per step / (Inflated length-uninflated length)
Crawling Motion:
- Average uninflated length: 7.5 inches
- Average inflated length: 15 inches
- Average distance traveled per step: 4 inches
- Step efficiency: 50%
- Cycle time: 8 seconds
- Speed: Inches per minute 45
Inchworm Motion:
- Average uninflated length: 11 inches
- Average inflated length: 14 inches
- Average distance traveled per step: 3 inches
- Step efficiency: 100%
- Cycle time: 3 seconds
- Speed: Inches per minute 60
Maneuverability Test
The maneuverability test assessed robot agility. Robot driving performance was evaluated.
Observations: During testing the robot reliably turned in the desired direction; however, the degrees of rotation varied from 15 to 90 degrees per cycle.
Climbing Test
The climbing test assessed the robot's ability to climb on top of and over obstacles. Two types of obstacles were tested.
- The robot climbed up a 1.5” step, thus increasing elevation
- The robot climbed over a 3” by 3” wood plank, returning to the original elevation
Climbing an 1.5 inch step
- Time: 45 Seconds
- Total Movements: 14
Climbing over a 3” by 3” plank of wood
- Time: 60 seconds
- Total Movements: 34
Observations: The robot's climbing performance appeared to be adversely effected by the weight of the air tubes on either end.
Incline Test
The incline test assessed the robot’s ability to move forward up an incline.
Average Speed: 15 inches per minute.
Durability Testing
Compression Test
Two distinct compression tests were performed. The compression tests assessed the robot's ability to remain functional after being significantly compressed. Each test evaluated the robot with compression in both the inflated and uninflated states.
Test 1: The robot was compressed by 145 pounds of weight.
Observations: The robot remained functional after compression.
Test 2: The robot was run over by a minivan a total of 8 times, 6 times in the uninflated state, and 2 times in the inflated state.
Observations: Following the uninflated portion of the test, the bladders remained functional, robot retained the ability to move forward.
During the final inflated compression, the robot failed because a bladder was pulled through a zip tie used to keep the end of the robot closed.
After all 8 compressions, all 6 bladder sections were still intact but displayed obvious damage. Additionally, the feet were dirty and bent. Following reassembly, the robot was capable of moving forward with diminished step efficiency and form.
Cutting Test
The cutting test evaluates how well the fabric sleeve protects the robot from cuts with a knife. This is to simulate the robot driving over or up against sharp objects.
Observations: The sleeve was slightly damaged; however, none of the strokes cut all the way through the fabric.
Puncture Test/Robot Repair
The puncture test evaluates how well the fabric sleeve protects the robot from pointed objects.
Observations: The fabric sleeve did not offer significant protection against the knife. Time to repair the robot was about 3 minutes.
Over Inflation Test
The purpose of the Over Inflation Test was to determine the internal pressure required for the bladders to pop. This accessed the pressure tolerance of the robot. Standard operating pressure is 4 psi.
Observations: The robot could not be popped because air would leak out where the tubes were inserted into the bladder. The highest internal pressure maintained was 13.8 psi.