Casting
 The casting process to build a combustion-driven actuator (CDA) with a necessary monoblock structure consists of three steps. First, the mold has to be prepared by connecting casting parts. Then, the silicone has to be mixed. Last, this mixture is injected into the mold and cured. Even though these steps seem to be simple, we will show a few tricks to increase your casting efficiency. Some of the preparation steps are also illustrated in the video below.
The casting process to build a combustion-driven actuator (CDA) with a necessary monoblock structure consists of three steps. First, the mold has to be prepared by connecting casting parts. Then, the silicone has to be mixed. Last, this mixture is injected into the mold and cured. Even though these steps seem to be simple, we will show a few tricks to increase your casting efficiency. Some of the preparation steps are also illustrated in the video below.
Mold Preparation
The mold we've created needs a few additional parts prior to casting. These parts will further help to prevent any dead zones, which would trap air (other preventive steps are explained in Step 3 – Mold Design).
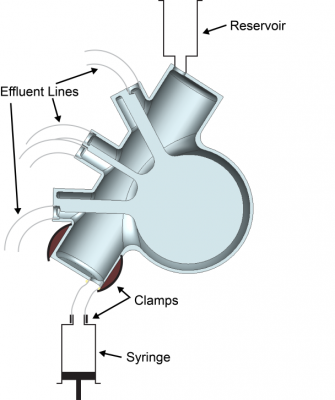
- First, the mold has to be fixated using a clamp. The orientation of the mold needs to be in such a way that air can easily escape trough the vented holes we created earlier or through the reservoir.
- Then, tubing is glued onto each of the vented holes. We use silicone tubing and hot glue for this step.
- A reservoir for uncured silicone is installed on top. Since uncured silicone is likely to diffuse into the porous first mold layer as the actuator cures, this material pool helps to keep the mold filled until complete curing. This can be made of an empty syringe, glued on top.
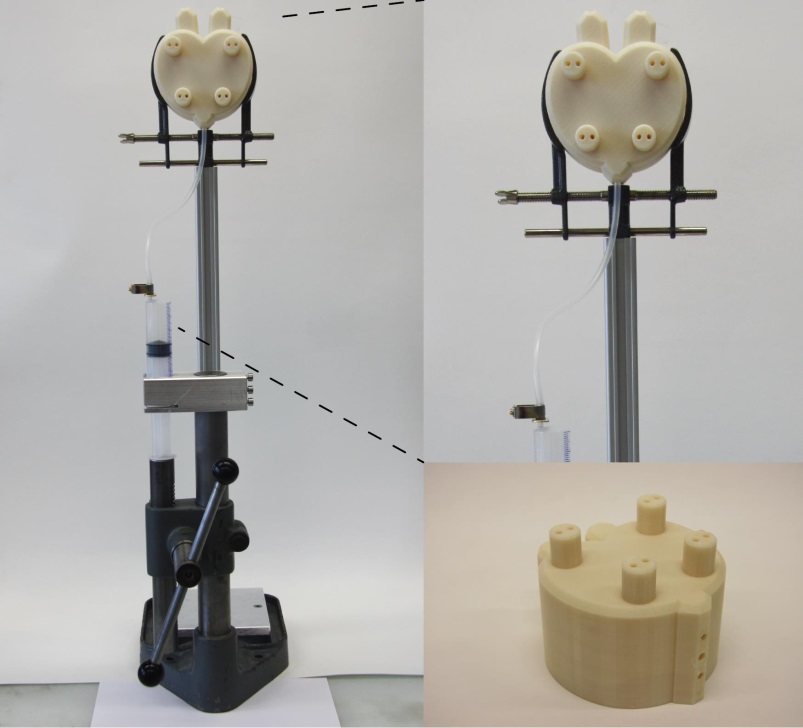
- Last, the injection line has to be installed. We again use silicone tubing for this step. Silicone is later filled into syringes and injected by an in-house made hand press (a picture of this press is shown further down this page). One syringe cannot hold all of the silicone needed to fill the mold. Therefore, a fast connector is needed to exchange empty syringes with full ones. This connector is made of a metallic hull inserted into the tube and then tightened with a clamp. (See video below for details).
Silicone Mixing
Mix silicone according to the instructions given by your manufacturer, in our case Altropol (usually given at the end of each data sheet). Each system has its own monomer to cross linker ratio. Mix until a homogeneous material is obtained, either by hand or with a mixer. We also suggest you degas the mixture to decrease the amount of dissolved air. This helps to avoid entrapped air in the molds.
Injection
The figure below shows the previously mentioned silicone press (taken from Schumacher et al.). The syringes (50 mL) are filled with the uncured silicone mixture and then injected into the mold until the reservoir is full. When a tube connected to a vented hole starts to fill with silicone, a possible dead zone has been completely filled with silicone and that escape route is no longer needed. You can inject hot glue into the tubing to seal it so no more silicone escapes. (This technique is shown in the video below).
A few tricks:
- Do not put too much force on the press. This creates pressure peaks and the injection line may burst or the syringe can break down.
- Heat-shrink tubing can support silicone tubing in critical flow regions (i.e. at the injection site)