Silicone Prototypes
When designing the robot, the team wanted to come up with a design that would allow the robot to move forwards, backwards, and turn. Additionally, they had to keep in mind that there were a limited number of solenoid valves that could be used in the manifold in order to power the robot. While other soft robots used herringbones to allow for more uniform inflation, they were not too concerned that this would be a problem for their robot because the channels would be much wider than in other soft robots. For the first prototype, the team decided to go with a very straightforward design. The robot had two columns with nine channels a piece. The idea behind making two columns of channels was that if both sides were inflated at once, the robot would move forward and if only one side was inflated, the robot would turn to the opposite side. Because there were more channels than valves, it was necessary to connect multiple channels to the same valve. Therefore, on each side of the robot, every third channel was connected to the same valve (six different valves were used). The idea behind this was that all three channels could inflate at the same time, and since only one of them would ever be in contact with the ground at one time, the robot would be able to roll.

The mold for the original prototype with the long, skinny rectangular channels is shown along with the portion of the robot that was cast using this mold.
The major problem that the team encountered with this design was that the channels were not very consistent. This caused one of the three channels to inflate a lot and the other two to barely inflate. Additionally, the channels in this robot were small compared to the size of the robot, causing the robot’s body to be very heavy.
To attempt to address these problems a second robot was made. The channels were the same shape and size as the previous robot; however large “dummy” channels were added to the robot to reduce the weight. In order to attempt to make the channels more consistent, new manufacturing methods were introduced which added silicone to adhere the two sides of the robot together on the side of the robot with carbon fiber and the side of the robot with the channels was placed so the channels were face down on top of the carbon fiber side. This made the channels slightly more consistent; however, there were still a lot of issues getting all three channels to inflate.

Dummy channels were added to the original mold.
In order to solve this problem, the team decided it was best to only inflate one channel with a valve. Since there were only eight valves total, it was now impossible to have two rows of channels, because there were not enough valves to inflate them all. Therefore we decided to make one single row of driving channels. However, we still wanted the robot to have the ability to turn, so we created two turning channels that spanned the length of the rectangle and placed one on each side of the robot. The idea behind the turning channel was that if it was inflated, the robot would be higher off of the ground on that side, causing it to turn in the opposite direction.
In order to make the most use of time and materials, when casting the next few prototypes, we decided to cast a robot with a wide variety of channels. After testing, it was determined that channels with really thick blocky herring bones had greater amplitude but were more inconsistent, whereas the channels with smaller herringbones were more uniform but had lower amplitude. It was determined that for the driving channels, it was better to have a channel with more amplitude, as the channels with the smaller herringbones did not have enough amplitude to propel the robot far enough forward. However, for the turning channels, it was better to have more consistent amplitude, since if it bubbled more in some places than others, it would make it more difficult for the robot to roll.
Additionally channels were tested where the herringbones on both sides of the channel were not aligned. Since the thicker channels had performed better in testing, the thicker herringbones were used in this design. In testing, while these channels expanded the same amount as the thick herringbones that were aligned, these channels had a tendency to bubble in one place on the channel, so this idea was then scrapped.


On the left, the mold shows a bunch of different channel types that were tested. The long channels that run from left to right on both the top and bottom of this mold in this picture are the turning channels. For each group of turning channels, the top one has really thick herringbones, the middle has thick herringbones that are not aligned, and the bottom has thinner herringbones. For the driving channels (the ones in the middle of the robot), they alternate between channels with thinner herringbones and channels with thicker herringbones. On the right, silicone body for the robot that was made from this mold is shown.
The next prototype that was made consisted of a series of dog bone shaped channels to drive the robot. However, it was discovered that instead the air expanded equally throughout the whole channel, the channel would bubble on one side of the dog bone or the other. From this, it was determined that in order to get uniform expansion across the driving channels, it was necessary to design a channel that did not have multiple areas that were wider, as this led to the channels bubbling a much larger amount in one of the wider sections than in all of the other sections.
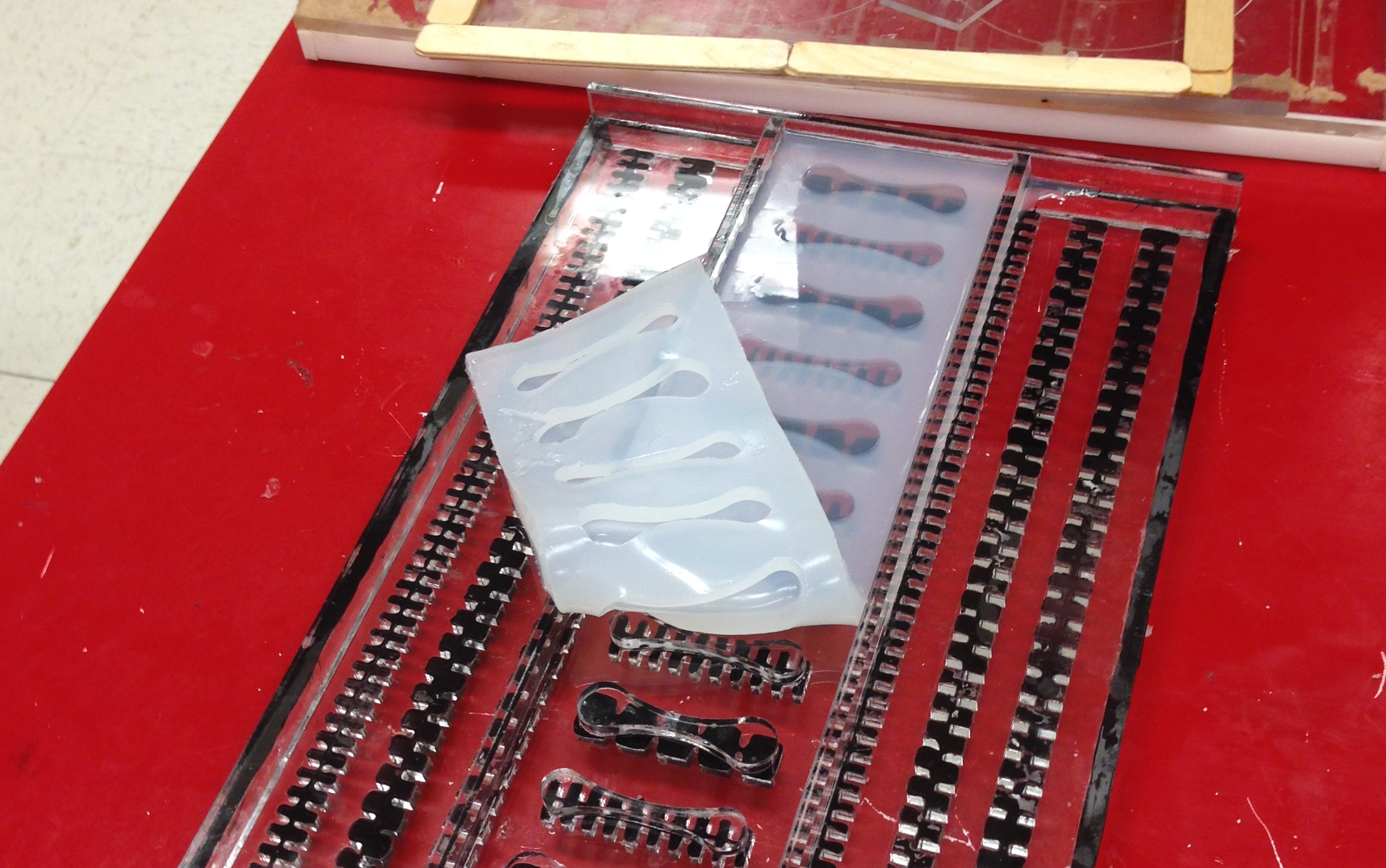
Removing one side of mold for robot with dog bone shaped channels.
For the next iteration, the turning channels were iterated off of the smaller herringbone design, as this had led to the most consistent inflation (which would be needed to get it to inflate easily so that it could turn smoothly). We made two types of channels, each with long, skinny herringbones. Both of the channels had herringbones that were skinnier and longer than all previous iterations. The only difference between the two channels was the length of the herringbones. After testing, we determined that the channel with the longest herringbones was the most consistent. During this iteration, we also decided to test using driving channels with an ovular shape. We were hoping to purposely control where the channel would bubble in order to get as much as possible in the center of the channel. Since the middle was the widest section of the channel, it worked as we expected.

Prototype with uniformly inflated turning channel.
Therefore, for the final iteration, we chose to use the oval channels for driving and the long herringbone channels for turning. This allowed the robot to roll all the way across the room and also gave the robot the ability to turn.

The final prototype for the mold of the robot. It had ovular driving channels and long, skinning herringbone channels that wrapped around the circumference of the robot for turning.