Custom tubing (method 2)
Mold fabrication

- Cut a 90mm length of clear plastic tubing (i.e. polycarbonate) that has 1/8” inner diameter.
- With a #32 drill, make 2 holes, each ~5 mm away from the tube end. These will be the injection port/exhaust holes.
- Sand/file the cut ends to smooth them out.
- Use a blade to slice away any burrs.


| Cut a short length of 1/16” dia. metal rod, a few mm longer than the plastic tubing. File the rod ends until they are smooth, so that they will not stab/tear the molded tubing later on. Wrap tape around each end of the rod, so that it kind of looks like a little barbell. These taped ends simultaneously center the rod within the mold, and plug the open holes. Electrical tape is good because it is slightly compressible. |
Mold assembly
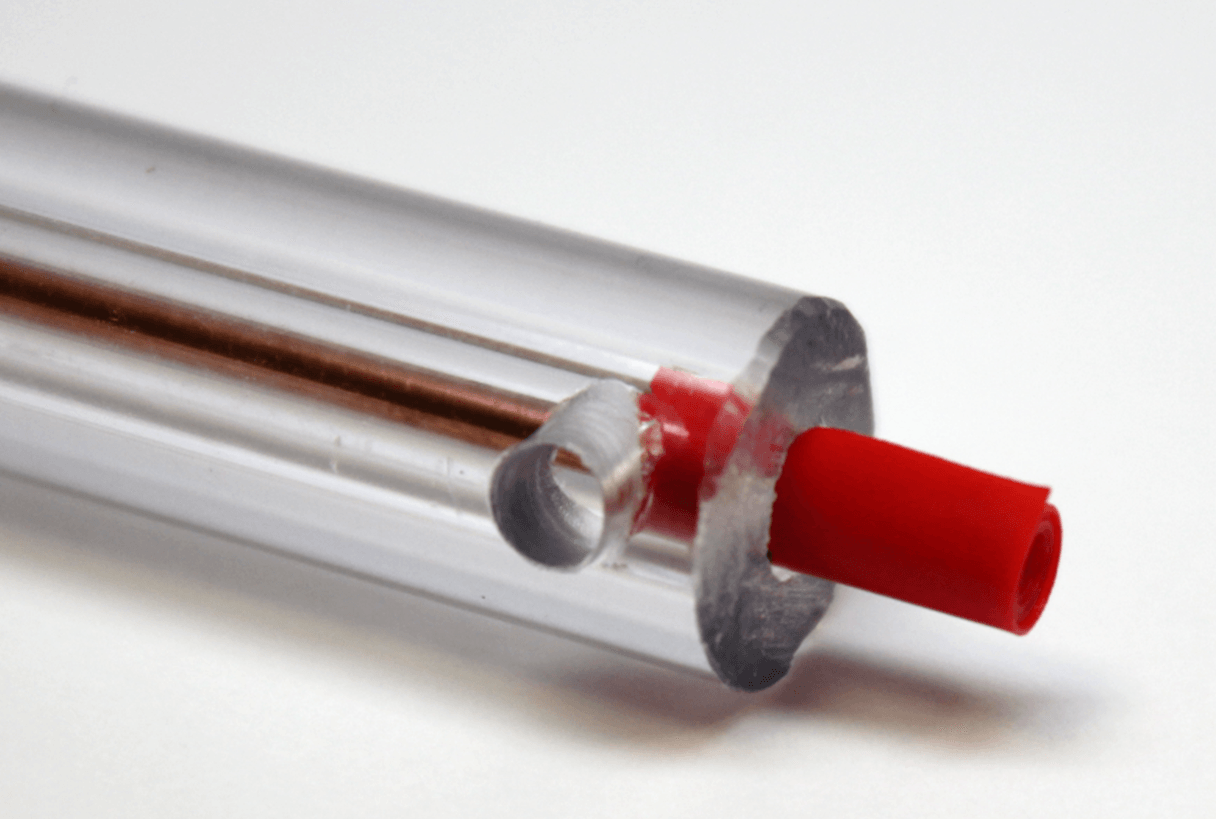

| Remove the plugs and try fitting them into the end holes. They should fit snugly – if they don’t, adjust the length of tape wrapped around the rod. Once the plugs are properly sized, insert the rod into the tube, then insert a plug on either end, centering the rod. It is okay to partially obstruct the injection/exhaust holes, but don’t completely block them. |
Inject
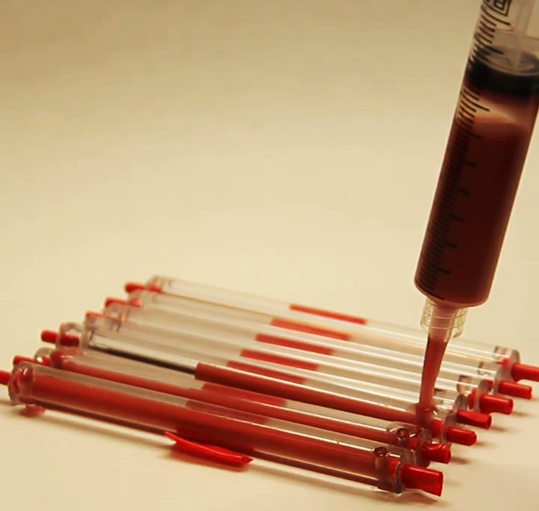
| Fill the syringe (procedure shown in other method) Align the mold(s) so that the injection/exhaust holes are facing up. You can place the molds on piece of tape so they stay in this orientation and don’t roll around. Slowly inject elastomer into each mold until it slightly overflows out the exhaust port. |
Cure


| Place in a pressure oven set at ~75 psi for at least 1 hour, and let it cure for 4 hours total before demolding. |
Demold

| Twist off/pull out the tape plugs. Grip the inner rod using pliers, and pull it out slowly. |
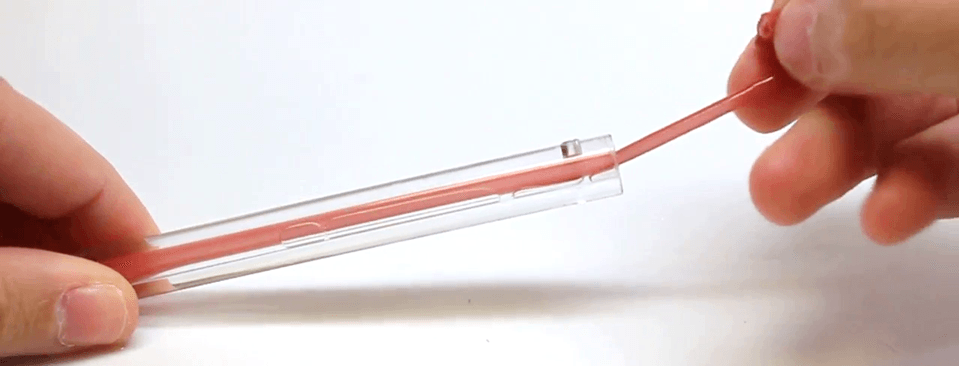

| Grab one end of the molded part. You might have to fish out the end with a rod or other thin tool. Pull out the tubing, going slowly so that the elastomer unsticks itself as you go, without stretching the tubing too much. Injecting IPA helps the tubing come out much more easily. |
Plug end
Mix a small amount of Ecoflex.
For these actuators, the inner channel is small enough that you can simply dip the end into elastomer, and capillary action will pull some elastomer into the tube to create a plug.
Wipe off excess elastomer from the outside of the tube, then heatgun for a few seconds until the material is no longer tacky.

Bibliography
Obiajulu et al. (2013) Soft Pneumatic Artificial Muscles With Low Threshold Pressures for a Cardiac Compression Device.
Roche et al. (2014) A Bioinspired Soft Actuated Material.
Chou & Hannaford. (1996) Measurement and modeling of McKibben pneumatic artificial muscles.
Doumit et al. (2009) Analytical Modeling and Experimental Validation of the Braided Pneumatic Muscle.
Tondu et al. (2012) Modelling of the McKibben artificial muscle: A review.
Contributors
Ellen Roche